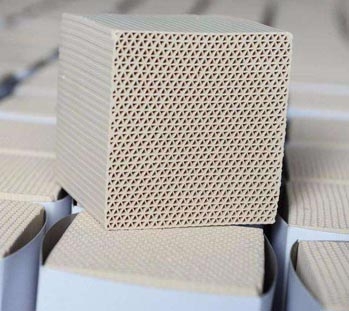
With the continuous development of industry, more and more organic waste gases are discharged from factories. In order to control these organic waste gases, there are generally five applicable technologies, namely incineration, absorption treatment, adsorption treatment, biological treatment and condensation recovery treatment. Zeolite concentration is a commonly used technology. This system combines three operation units of adsorption, desorption and concentration incineration, and is a relatively complete equipment in the prevention and control of organic waste gas. It is also called molecular sieve adsorption bed. that Zeolite molecular sieve What are the functions of adsorption bed?
1. Purification
The waste gas passes through the zeolite, VOCs are absorbed by the zeolite, and the purified clean gas is directly discharged with the help of the induced draft fan in the system. Zeolite has large specific surface area and high treatment rate. At present, most of the equipment can reach more than 95%.
2. Adsorption concentration
After the VOCs components are adsorbed by the zeolite, they are heated by the heat exchanger and purged by the gas. VOCs are desorbed from the zeolite to form high concentration and low air volume waste gas to achieve the purpose of concentration.
3. Continuous operation
After the desorbed zeolite is cooled, it is cooled with normal temperature air, and then adsorbed again. Realize continuous operation.
4. Oxidation
The concentrated waste gas enters the regenerative incinerator for treatment to generate pollution-free carbon dioxide and water.
5. Heat recovery
VOCs generate heat after incineration, which is stored by the heat accumulator for subsequent gas heating. The gas passing through the heat accumulator can also be introduced into the heat exchanger to recycle the heat and save energy.
In conclusion, the five functions of zeolite molecular sieve adsorption bed are purification, adsorption concentration, continuous operation, oxidation and heat recovery. These effects make zeolite concentration widely applicable. There are both advantages and disadvantages. The first investment of zeolite adsorption bed is large, and it is not suitable for direct treatment of high boiling point volatile organic compounds.