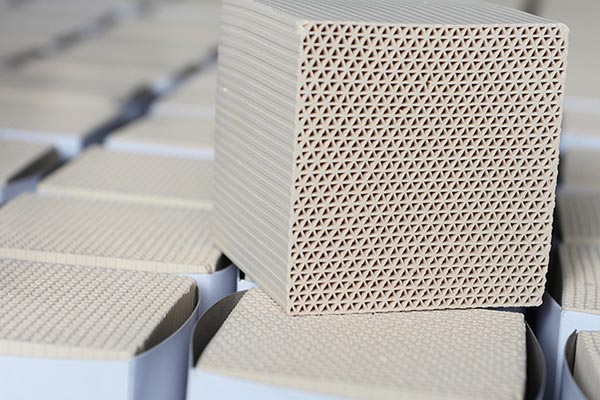
Honeycomb zeolite molecular sieve is an efficient molecular sieve carrier with good adsorption performance, no secondary pollution and high temperature regeneration. It is widely used in the fields of adsorption, separation, catalysis and environment, Liquid phase honeycomb activated carbon high quality It is more suitable for the treatment of organic waste gas with large air volume and low concentration. It is widely used in the production of basic organic chemical industry and petrochemical industry, as well as in the treatment of harmful gases, SO2 NOx、CO、CO2,NH3,CCl4、 Purification of water vapor and gaseous hydrocarbon waste gas. Strong adsorption selectivity: molecular sieve materials with different properties and pore sizes are configured for the product according to the different components of organic waste gas, so as to achieve targeted and selective treatment of organic waste gas, meet the design requirements and meet the emission standards. 2. Strong adsorption capacity: even if the gas composition concentration is very low at the mg level, it still has the adsorption capacity. The efficiency is 50% higher than that of similar activated carbon. 3. Wide adaptability of adsorption temperature: at a higher temperature, it still has a large adsorption capacity, while other adsorbents are greatly affected by temperature, so under the same temperature, the adsorption capacity of molecular sieve is large. 4. Good regeneration temperature resistance: the concentration ratio of pollutants after adsorption and concentration by molecular sieve can reach 15 to 20 times, and the concentrated waste gas can be condensed and recovered or burned at high temperature as required 5. High strength: Liquid phase honeycomb activated carbon production Products coming to the company use special framework materials to make the positive pressure strength of honeycomb zeolite reach more than 3Mpa, which can reduce damage during transportation and installation.

Liquid phase honeycomb activated carbon high quality The addition of retention aids in the wet end of paper making is an important way to improve filler retention, which has been widely used in industrial production. Some studies reported that clinoptilolite (particle size 0.5-2 μ m) was used as a microparticle retention aid to compare the retention effect with silica and bentonite microparticle retention aid systems. The retention effect of clinoptilolite retention aid is equivalent to that of the silica microparticle retention aid system with the same dosage, which is far better than that of the bentonite microparticle retention aid system. And the use of zeolite as paper filler eliminates the need for additional microparticle retention aids. It is also reported that the retention rate of TiO2 nanoparticles can be significantly improved by using zeolite molecular sieves as retention aids in the preparation of photocatalytic paper. Compared with starch and cationic polymer, zeolite molecular sieve microparticle retention aids have better effects on improving the retention and drainage properties of paper stock and improving the uniformity of paper. Liquid phase honeycomb activated carbon high quality The use of zeolite particle retention aids can effectively avoid flocculation between fibers, and help to form fiber particle fiber flocculating particles. In addition, it can also support titanium dioxide nanoparticles.
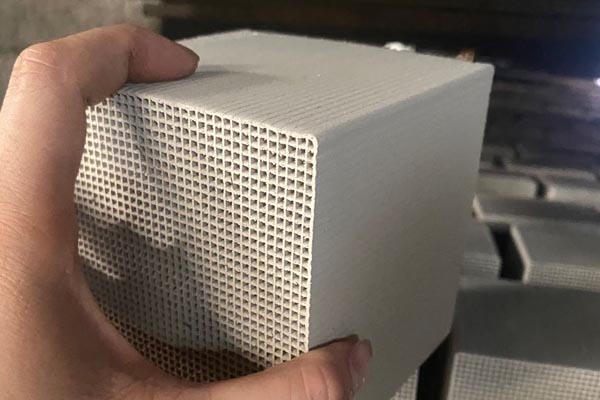
Liquid phase honeycomb activated carbon Zhejiang Zeolite molecular sieve carrier has many advantages: 1. It is stable in operation, and the concentration of waste gas can reach the standard stably; 2. It can be desorbed at high temperature, with high regeneration efficiency and high safety; 3. Honeycomb zeolite is used as the adsorption carrier, with small resistance; 4. Compact structure, small floor area of the whole equipment. 5. It has a wide range of applications and is suitable for treating various organic waste gases. The main material of honeycomb zeolite adsorbent is natural zeolite. The manufacturer of zeolite is composed of silica Inorganic microporous material composed of al_2o_3 and alkaline metal or alkaline earth metal, with inner pore volume accounting for 40-50% of the total volume and specific surface area of 100-500 m2/g, is characterized by high temperature resistance, non flammability, good thermal stability and hydrothermal stability. It is an efficient molecular sieve carrier with good adsorption performance, no secondary pollution, and can be regenerated at high temperature. Compared with honeycomb activated carbon, its performance is about 25% of its efficiency, However, it is widely used in the fields of adsorption, separation, catalysis and environment due to its high temperature resistance and difficult ignition. It is more suitable for the treatment of organic waste gas with large air volume and low concentration. Liquid phase honeycomb activated carbon high quality
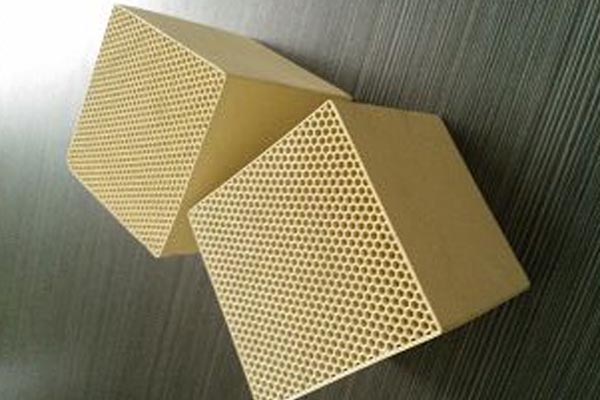
Liquid phase honeycomb activated carbon Zhejiang Because the aluminum oxide tetrahedron of zeolite has a negative charge, and the skeleton hole contains cations, a strong electric field is formed around the cations. Therefore, the adsorption force of zeolite not only has a strong dispersion force, but also has a large electrostatic force. It is precisely because of this electrostatic relationship that zeolites have preferential selective adsorption on polar, unsaturated and polarizable molecules. It can strongly adsorb molecules containing polar groups such as hydroxyl ion, ammonium ion and other polarizable groups, especially water, which can form hydrogen bonds with aluminum silicon skeleton, so zeolite has strong water absorption. It can still adsorb even under low relative humidity and concentration, and its water absorption is higher than that of silica gel and activated alumina. The main material of honeycomb zeolite adsorbent is natural zeolite. The manufacturer of zeolite is composed of silica Inorganic microporous material composed of al_2o_3 and alkaline metal or alkaline earth metal, with inner pore volume accounting for 40-50% of the total volume and specific surface area of 100-500 m2/g, is characterized by high temperature resistance, non flammability, good thermal stability and hydrothermal stability. It is an efficient molecular sieve carrier with good adsorption performance, no secondary pollution, and can be regenerated at high temperature. Compared with honeycomb activated carbon, its performance is about 25% of its efficiency, However, it is widely used in the fields of adsorption, separation, catalysis and environment due to its high temperature resistance and difficult ignition. It is more suitable for the treatment of organic waste gas with large air volume and low concentration.





