Liquid phase honeycomb activated carbon major Since UCC scientists invented synthetic molecular sieves in the late 1940s, UOP's molecular sieve technology has changed with each passing day. Today, UOP molecular sieve is famous for its high efficiency, low consumption and reliability. With the high adsorption capacity of UOP molecular sieve, users may reduce the loading capacity of molecular sieve and extend the adsorption cycle. More importantly, with this advantage, users can significantly reduce their investment and operating costs and reduce energy consumption. This is particularly noticeable in today's increasingly tense energy. The adsorption or repulsion function of molecular sieves is affected by the molecular electricity. Synthetic zeolite has the special function of selective adsorption according to the size and polarity of molecules, so it can dry or purify gas or liquid, Liquid phase honeycomb activated carbon Sichuan This is also the basis for molecular sieve separation. Synthetic zeolite can meet the extensive demand of industry for adsorption and selective products, and is also widely used in industrial separation to synthesize zeolite molecular sieves. Advantages of UOP molecular sieve
Liquid phase honeycomb activated carbon major The high reliability makes users no longer worry about unexpected shutdown, which is the confidence brought by UOP molecular sieve. Traditional molecular sieves can be used as desiccants, adsorbents and ion exchangers. UOP also provides high silicon zeolite series molecular sieves for non-traditional applications, including molecular sieves to remove organisms that affect the taste of food and drinks or cause odor. Zeolite molecular sieves have crystal structure and characteristics, the surface is a solid skeleton, and the internal holes can play the role of adsorption molecules. There are channels between the holes to connect with each other, and molecules pass through the channels. Due to the crystalline nature of the pores, the pore size distribution of the molecular sieve is very uniform. Molecular sieves selectively adsorb molecules according to the size of holes in their crystals, that is, they adsorb molecules of a certain size and repel molecules of larger substances, so they are vividly called "molecular sieves". The adsorption or repulsion function of molecular sieves is affected by the molecular electricity. Synthetic zeolite has the special function of selective adsorption according to the size and polarity of molecules, so it can dry or purify gas or liquid, which is also the basis of molecular sieve for separation. Liquid phase honeycomb activated carbon Sichuan Synthetic zeolite can meet the extensive demand of industry for adsorption and selective products, and is also widely used in industrial separation to synthesize zeolite molecular sieves. Advantages of UOP molecular sieve

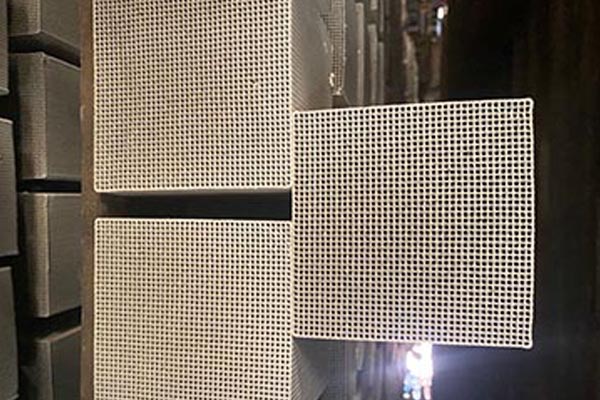
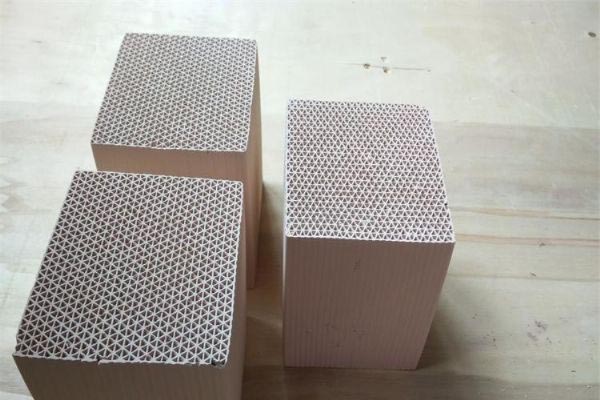
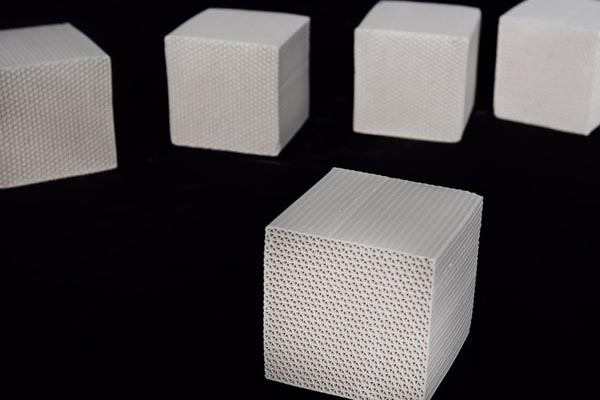
Liquid phase honeycomb activated carbon major Zeolite molecular sieve is a kind of excellent adsorbent, which is widely used in the production of basic organic chemical industry and petrochemical industry, as well as in the treatment of harmful gases nox、co、co2,nh3,ccl4、 Purification of water vapor and gaseous hydrocarbon waste gas; As well as air purification and deodorization in biochemical industry, paint industry, underground places, leather factories and animal breeding places; Adsorption of flue gas odor, removal of mercury vapor, etc. The main material of honeycomb zeolite adsorbent is natural zeolite, Liquid phase honeycomb activated carbon Sichuan The zeolite manufacturer is composed of silica Inorganic microporous material composed of al_2o_3 and alkaline metal or alkaline earth metal, with inner pore volume accounting for 40-50% of the total volume and specific surface area of 100-500 m2/g, is characterized by high temperature resistance, non flammability, good thermal stability and hydrothermal stability. It is an efficient molecular sieve carrier with good adsorption performance, no secondary pollution, and can be regenerated at high temperature. Compared with honeycomb activated carbon, its performance is about 25% of its efficiency, However, it is widely used in the fields of adsorption, separation, catalysis and environment due to its high temperature resistance and difficult ignition. It is more suitable for the treatment of organic waste gas with large air volume and low concentration.
With the continuous deepening of research, honeycomb zeolite molecular sieve has gradually moved from laboratory to industrial practical application. Due to its powerful performance, it can be integrated with the reactor, Sichuan Liquid phase honeycomb activated carbon In membrane catalytic reaction, the reaction is coupled with separation. At present, the application fields of zeolite membrane are pervaporation, gas separation and membrane reactor. It is the needs of human practical activities and the development of application fields that constantly promote the development of zeolite molecular sieves. From natural zeolite to synthetic zeolite, from low silica zeolite to high silica zeolite; From silicoaluminium molecular sieve to aluminophosphate molecular sieve; From super micropore to mesoporous material; Liquid phase honeycomb activated carbon major The development from inorganic porous frameworks to MOFs, as well as the recent emergence of macroporous materials, has effectively improved the yield, reduced the synthesis cost and environmental pollution.
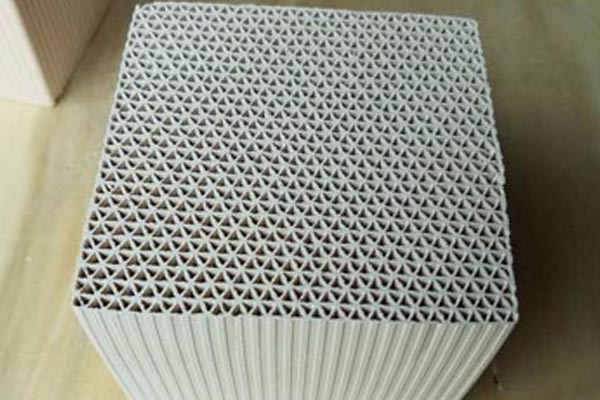
Liquid phase honeycomb activated carbon major In addition to physical adsorption, chemical reaction also often occurs on the surface of zeolite, which contains a small amount of chemical combination, oxygen and hydrogen in the form of functional groups. These surfaces contain oxides or complexes that can react with the adsorbed substances, so that they can combine with the adsorbed substances and aggregate to the interior and surface of zeolite. Liquid phase honeycomb activated carbon Sichuan The main material of honeycomb zeolite adsorbent is natural zeolite. The manufacturer of zeolite is composed of silica Inorganic microporous material composed of al_2o_3 and alkaline metal or alkaline earth metal, with inner pore volume accounting for 40-50% of the total volume and specific surface area of 100-500 m2/g, is characterized by high temperature resistance, non flammability, good thermal stability and hydrothermal stability. It is an efficient molecular sieve carrier with good adsorption performance, no secondary pollution, and can be regenerated at high temperature. Compared with honeycomb activated carbon, its performance is about 25% of its efficiency, However, it is widely used in the fields of adsorption, separation, catalysis and environment due to its high temperature resistance and difficult ignition. It is more suitable for the treatment of organic waste gas with large air volume and low concentration.
Liquid phase honeycomb activated carbon major Technical performance and characteristics: simple structure, convenient maintenance and long service life; High absorption and desorption efficiency, so that VOCss waste gas with high air volume and low concentration can be converted into low air volume and high concentration waste gas, reducing the cost of back-end final treatment equipment; The pressure drop generated by the adsorption of VOCs by the zeolite runner is extremely low, which can greatly reduce the power consumption; The overall system adopts pre assembly and modular design, which has a small space requirement and provides a continuous and unmanned control mode; The waste gas concentrated by the runner can meet the national emission standards; The adsorbent uses non combustible hydrophobic zeolite, which is safer to use; The disadvantage is that the one-time investment is high. The zeolite runner is essentially a concentrator, Liquid phase honeycomb activated carbon production The waste gas containing organic solvent after runner treatment is divided into two parts: clean air that can be discharged directly and regeneration air containing high concentration organic solvent. The clean air that can be directly discharged can enter the spray paint air conditioning ventilation system for recycling; The concentration of high concentration VOCs is about 10 times that of the VOCs before entering the system. The concentrated gas is then incinerated at high temperature through the TNV recovery thermal incineration system (or other equipment). The heat generated by incineration is respectively used to heat the drying room and the zeolite wheel desorption. The heat is fully used to achieve the effect of energy conservation and emission reduction.





