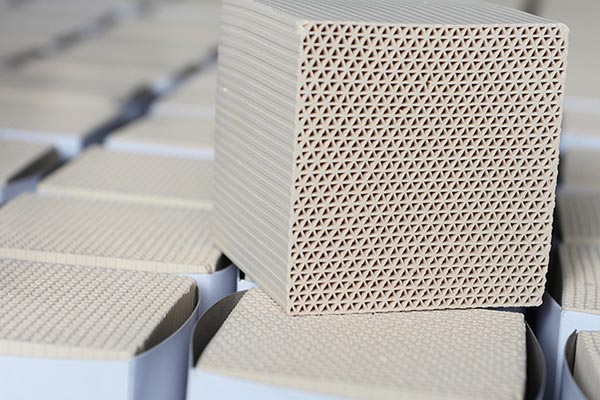
Liquid phase honeycomb activated carbon high quality There are cavities and channels in the crystal structure of zeolite with large adsorption capacity, whose volume accounts for more than 50% of the total volume of zeolite crystals. Moreover, the micropores of zeolite are evenly distributed, and the pore size is small, which is equivalent to the molecular size of general substances. The internal surface area of zeolite crystals can reach more than 1000 square meters. Therefore, the adsorption capacity of zeolite is particularly large. The main material of honeycomb zeolite adsorbent is natural zeolite. The manufacturer of zeolite is composed of silica Inorganic microporous material composed of al_2o_3 and alkaline metal or alkaline earth metal, with inner pore volume accounting for 40-50% of the total volume and specific surface area of 100-500 m2/g, is characterized by high temperature resistance, non flammability, good thermal stability and hydrothermal stability. It is an efficient molecular sieve carrier with good adsorption performance, no secondary pollution, and can be regenerated at high temperature. Compared with honeycomb activated carbon, its performance is about 25% of its efficiency, However, it is widely used in the fields of adsorption, separation, catalysis and environment due to its high temperature resistance and difficult ignition. It is more suitable for the treatment of organic waste gas with large air volume and low concentration.

Liquid phase honeycomb activated carbon Shangrao Because the aluminum oxide tetrahedron of zeolite has a negative charge, and the skeleton hole contains cations, a strong electric field is formed around the cations. Therefore, the adsorption force of zeolite not only has a strong dispersion force, but also has a large electrostatic force. It is precisely because of this electrostatic relationship that zeolites have preferential selective adsorption on polar, unsaturated and polarizable molecules. It can strongly adsorb molecules containing polar groups such as hydroxyl ion, ammonium ion and other polarizable groups, especially water, which can form hydrogen bonds with aluminum silicon skeleton, so zeolite has strong water absorption. It can still adsorb even under low relative humidity and concentration, and its water absorption is higher than that of silica gel and activated alumina. The main material of honeycomb zeolite adsorbent is natural zeolite. The manufacturer of zeolite is composed of silica Inorganic microporous material composed of al_2o_3 and alkaline metal or alkaline earth metal, with inner pore volume accounting for 40-50% of the total volume and specific surface area of 100-500 m2/g, is characterized by high temperature resistance, non flammability, good thermal stability and hydrothermal stability. It is an efficient molecular sieve carrier with good adsorption performance, no secondary pollution, and can be regenerated at high temperature. Compared with honeycomb activated carbon, its performance is about 25% of its efficiency, However, it is widely used in the fields of adsorption, separation, catalysis and environment due to its high temperature resistance and difficult ignition. It is more suitable for the treatment of organic waste gas with large air volume and low concentration.
Liquid phase honeycomb activated carbon high quality With the deepening of research, zeolite molecular sieves have gradually moved from laboratory to industrial application. Due to its powerful performance, it can be integrated with the reactor. In membrane catalytic reaction, reaction and separation are coupled. At present, the application fields of zeolite membrane are pervaporation, gas separation and membrane reactor. It is the needs of human practical activities and the development of application fields that constantly promote the development of zeolite molecular sieves. From natural zeolite to synthetic zeolite, from low silica zeolite to high silica zeolite; From silicoaluminium molecular sieve to aluminophosphate molecular sieve; From super micropore to mesoporous material; From inorganic porous frameworks to MOFs, and recently emerging macroporous materials, the yield has been effectively improved, and the synthesis cost and environmental pollution have been reduced

The main components of zeolite are: silicon and aluminum, which have adsorption capacity and can be used as adsorbent; Zeolite runner is to use the specific pore size of zeolite to have the ability of adsorption and desorption for organic pollutants, so that VOCs waste gas with low concentration and large air volume can be concentrated and converted into low air volume and high concentration gas by the zeolite runner, which can reduce the operating cost of the back-end final treatment equipment. Liquid phase honeycomb activated carbon Shangrao The characteristics of the device are suitable for treating waste gas with large flow, low concentration and various organic components. The disadvantage is high initial investment. The zeolite wheel adsorption purification device is a gas purification device that can continuously perform adsorption and desorption operations. The two sides of the zeolite runner are divided into three areas by special sealing devices: adsorption area, desorption (regeneration) area and cooling area. Liquid phase honeycomb activated carbon high quality The working process of the system is as follows: the zeolite runner rotates continuously at a low speed and circulates through the adsorption area, desorption (regeneration) area and cooling area; When the exhaust gas with low concentration and large air volume continuously passes through the adsorption area of the runner, VOCs in the exhaust gas are adsorbed by the zeolite of the runner, and the gas purified by adsorption is directly discharged; The organic solvent adsorbed by the wheel is sent to the desorption (regeneration) area with the rotation of the runner, and then the small amount of hot air continuously passes through the desorption area. The VOCs adsorbed on the runner are thermally desorbed in the desorption area to achieve regeneration, and the VOCs waste gas is discharged together with the hot air; After the runner is transferred to the cooling area for cooling, the adsorption can be carried out again. With the continuous rotation of the runner, the adsorption, desorption and cooling cycles are carried out to ensure the continuous and stable operation of waste gas treatment.
Liquid phase honeycomb activated carbon high quality The evaluation of the adsorption of zeolite depends not only on whether the specific surface area of zeolite is large enough, but also on whether the equipment is hydrophobic. When purchasing, people can choose the inspection equipment. When the air humidity for the hydrophobicity of the inspection equipment is greater than 60%, if the equipment is blocked and the machine works abnormally, people should carefully consider whether to purchase the equipment. It is important to know that the adsorption and hydrophobicity of the zeolite runner are equally important. The zeolite content of the zeolite runner is proportional to the adsorption concentration efficiency. Therefore, many people should pay more attention to whether the zeolite content of the equipment meets the requirements or is high enough when choosing to purchase the zeolite runner. On the one hand, selecting excellent equipment is also to enhance the potential value of the enterprise. Liquid phase honeycomb activated carbon Shangrao The adsorption and concentration technology of zeolite runner is deeply loved by enterprises because of its high efficiency and energy saving characteristics. Its changeable working environment and low cost have laid an unshakable position for zeolite runner in industry. How to select a zeolite runner with stable operation and high efficiency needs people's eyes
Liquid phase honeycomb activated carbon high quality In the process of removing impurities in the liquid and gas phases, the porous structure of zeolite provides a large amount of specific surface area, which makes it very easy to absorb and collect impurities. Due to the mutual adsorption of molecules, a large number of molecules on the pore wall of zeolite can generate strong gravity, just like magnetic force, So as to achieve the purpose of attracting impurities in the medium to the aperture. The main material of honeycomb zeolite adsorbent is natural zeolite. The manufacturer of zeolite is composed of silica Inorganic microporous material composed of al_2o_3 and alkaline metal or alkaline earth metal, with inner pore volume accounting for 40-50% of the total volume and specific surface area of 100-500 m2/g, is characterized by high temperature resistance, non flammability, good thermal stability and hydrothermal stability. It is an efficient molecular sieve carrier with good adsorption performance, no secondary pollution, and can be regenerated at high temperature. Compared with honeycomb activated carbon, its performance is about 25% of its efficiency, Liquid phase honeycomb activated carbon manufactor However, it is widely used in the fields of adsorption, separation, catalysis and environment due to its high temperature resistance and difficult ignition. It is more suitable for the treatment of organic waste gas with large air volume and low concentration.





